

400-900-9093

生物制药氮气管道安装中,管道的焊接关系到气体的纯度,同时与用气安全也是息息相关的。目前焊接方式有很多种,焊接的标准也有所不同。
在过去的十年中,在生物制药系统中,自动焊接的应用高速增长,目前几乎替代了所有的手工焊接。查尔斯·坎贝尔博士在近期举行的ASMEBPE标准会议上指出生物制药装置的管道安装焊接99%采用的是自动焊接。这是BPE标准要求,若采用手工焊,必须经过业主的许可,还要使用管道内窥镜检验制作的管道内部,
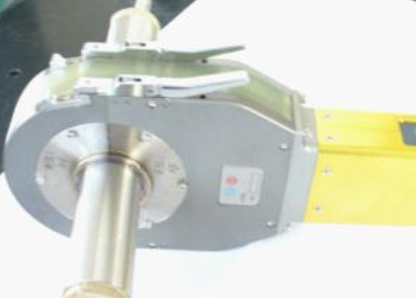
在卫生级的生物制剂项目中常使用的焊接设备是自动GTA焊接设备。这个工艺流程主要是在惰性气体氛围中,由焊接枪头在钨极与焊缝之间发出弧光,将管道或配件固定在原来的位置,而枪头上的电极通过转子在接缝处的周围移动来完成的。将焊接参数如焊接电流、电极移动速率及脉冲时间编入微处理器控制电源(如图3所示),并储存不同尺寸的管道或部件的焊接程序或流程,而且还须将该流程打印出来归集到焊接资格认证文档中。焊缝要求其外形要与管道的切口外形一致都是圆形,且无裂纹。
自动焊接的目的是实现从焊缝到焊缝的高度重复性,这不仅仅要得到高效率,更是要尽可能地提供最佳质量体系。一方面,自动焊机执行焊接参数命令完成一次次高精度焊接,另一方面,还需要安装负责人和他的焊接人员能够控制好影响焊接稳定性的其他因素。这些焊工必须接受该设备的专业培训,精通每一种管道焊接流程程序,知晓如何处理焊接过程中的热循环的变化。安装负责人还要开发标准操作程序(SOPs),详细地叙述自动焊接流程的各个方面。
7标准
AZ公司雇佣了第三方QA公司来检查自动焊接质量。除了依照ASMEIX章节和B31.35进行核实,检查人员还要通过视觉观察焊缝是否符合ASME生物制剂设备的标准(BPE-2002)。BPE标准最早于1997年发布,2002年修订,是第一个为生物制药工业特别推荐自动焊接使用的标准。
在尺寸和公差方面,为提高自动焊接的相容性,BPE标准对壁厚、配件及其他生物设施焊接末端的椭圆度等的适用范围也作了相关的说明。由于焊接电流大致与壁厚成正比,即每0.001英尺厚壁对应1安培电流,这样,即便是千分之一英尺的变化都可能会影响焊缝的渗透力。焊缝的垂直度也要控制好以防产生显著的裂纹。另外,要保证焊接零部件相互匹配、排列整齐。
在洁净度要求较高的生物制药工业应用中,常用材料主要是316或316L不锈钢。对于焊接,含碳量较低的316L不锈钢是最佳的材料,因为含碳量高的材料,在焊接过程中,碳原子更易迁移至晶界处与附近的铬原子结合析出碳化铬沉淀,而使热影响区晶界上的铬含量降低造成晶间腐蚀。然而,由于碳化铬的形成也是依赖于时间和温度的,因此,相比手工焊接,自动焊接更能精确控制热输入,降低碳化铬析出物的产生。
为保证焊接质量,BPE标准的DT部分要求用于焊接的零部件及焊缝末端处的316L不锈钢材料其含硫量要控制在0.005~0.017Weight%范围内,这与ASTMA270 S-2制药等级管道材料所要求的含硫范围相同,且与AISI质量指标(0~0.03wt%)形成对照。而不锈钢中金属化学反应过程中形成的热循环变化,直接影响着焊接质量,这也是导致焊接不相容的主要因素之一。采用这个硫含量限制的标准,可以消除加工中的一些不确定因素,从而大大提高了自动焊接的相容性。
当材料运达施工现场时,安装负责人要检验材料是否合格记录表,然后再由第三方QA人员检验并记录。ASMEB31.3管道工艺第六章很好地区分了检查和检验的定义,“检验”适用于业主检验员或检验员的代表为业主履行职能,而“检查”则指厂商、制造者或安装工,在这里就是指安装负责人(QC)执行质量控制的行为。至于焊接的条件则在BPE标准材料连接部分有详细的说明。
8安装
在工艺管道系统安装期间,自动焊接人员必与质量检验员紧密合作。焊接作业时,检验员必须在现场及时地检验每一道焊缝,否则,一旦整个体系完成,就无法用纤维内窥镜镜检测所有的焊缝。产品接触表面的焊缝必须符合ASMEBPE-2000标准中材料连接部分的视觉标准。定这个标准主要是为确保焊缝表面无微生物生长,以免污染整个系统。比如,未渗透的焊接裂缝中往往有细菌生长,即便是通过清洁系统处理也无法完全清理。焊接内表面凹陷或不对齐易妨碍管道的排水性,造成清洁问题。因此,业主和负责人必须事先根据AWSD18.1/D18.2.8比色图定好自动焊接颜色变化的可接受程度。焊接中由于氧化消除不完全而产生的变色和热影响区,会降低系统的耐腐蚀性,任何一个未被检测到的焊接缺陷都会导致整个系统被污染,这样不但违反了21CFR 211(a)的标准,还需付出更高的代价去纠正。
当一位有资格的焊接人开始工作时,首先接通自动焊机电源,然后确定所要焊接管道或其他配件的尺寸,以此来选择合适的焊接头、安装管夹及钨电极的长度。然后,通过选择合适的电源转速,调整焊接头。在这个过程中,常用高纯氩气充焊接头,这样既可以保护管道的外部,同时也净化了管道内部。
9样件
在进行焊接之前,焊接人员必须先制作焊接样件,样件的材料要与所需安装的配件材料相同。虽然316L不锈钢的含硫量严格控制在BPE范围内,但是在电流变化引起的不同加热变化中,仍然会造成焊接渗透的变化。因此,一个成功的样品可以向检验员证明机械的合理装配、焊工的熟练操作。
当天第一件样件被称为“试样”,焊工会以此样件作为“试样”的参考。试样焊接必须生成真实的焊缝连接,而不是仅在管道表面形成焊珠,这样才能确定该设备和操作的合理性。焊接完后,焊工要用不锈钢刷子去除外部的氧化层、毛刺及试样末端的锐边,然后将样件交给检验员检测。
10标准样件质量评定表
每一个焊接样件不管是好是坏,都必须记录在焊接样件日志中。焊样通过所使用的机器设备区分标识,在这个项目里采用标签A或B标识,上面标有试样焊接编号,比如:SWA001、日期、焊接人员的编号。焊接时间、日期、材料热处理炉号、氩气证书、轨道焊机的焊接头、电源编号等都需要记录,并且还要通过检验员的验收。所有这些信息都要与安装负责人的焊接程序相关文件相互对照。如果出现电源改变、功率耗损、净化设置更改或焊接人员变动等情况就有必要例行试样检测。另外,在焊接产品被拒时,还要再次对试样进行全面检测,合格后才能进行下一步流程工作。
11台式焊接
一旦样品获得批准后,焊接人员便做好产品焊接的准备。这时,他需要决定是用台式焊接还是用现场焊接,是将洁净管道内部连接到系统中去还是仅仅进行零部件的预制焊接。台式焊接主要应用于事先在现场预制的长度大于20英尺的排气套管保护区内。这个排气套管可以包含多达三台可弯180°或两台可弯90°弯头,以便安装内窥镜。BPF标准要求能100%目测到焊缝的外表面,并且能观察到至少20%的焊缝内部或连接边缘。这种内窥镜灵活性强,又被称作为纤维内窥镜。
安装负责人有责任知道切断管道长度,以保证制作好的排气套管能恰好放入轴测图上所标的精确位置。将焊接末端切开,形成一个方形焊接对接口,用虎钳夹住零件,使管道朝着ISO标准要求的0.6°倾斜,这些都是焊接前的手工点焊。在点焊时,必须进行充入洁净的高纯氩气,以防止氧化而造成自动焊接的焊缝无法完全熔融。不完全的点焊是造成焊缝不合格的主要因素。
排气管上所有的焊缝都需检验员经内窥镜检测合格后,才能进行装配。在现场可以使用水冷焊接头,以允许高负载焊接,提高生产效率。检验前,必须用百洁布去除焊缝上的焊癍。根据SOP,洁净的管道内部仍然连接充入高纯氩气,直到它完全冷却下来。
12现场焊接
大部分现场焊接或点焊包含排气套管焊接或排气管与长管道焊接。氩气的纯度对所有的焊接很关键,特别是现场焊接,因为焊接时必须在高纯氩气保护中进行以防止氧化,内部氩气气压不但要能够将气体送至接口处,同时还不会造成过压,因为液态熔池处的过压会引起内部凹陷甚至会吹破焊缝。在现场通过改变管道直径及与管口的距离来调节气体流量,使任何限制条件下的焊接都处在合适的气压范围中。若系统中出现分支,如蒸汽管道上的焊接,同样需要改变气流,那样的话,气流量就会变成没有分支焊接时流量的两倍。当其中的一个分支脱盖时,另一个分支的出气口处要安装一个限流器,以便将内部气压调整在合理的范围内。氧气表用来监测内部氩气气压以保证焊接的稳定性。
现场焊接必须要有计划的检验,一些中间管道的现场焊接,需要从地面拉内窥镜进行检测,管道每个转向斜率也要检查。在这个工作里,所要求的斜率为0.6°或者1%即每英尺约1/8英寸的坡度。斜面的数量可以随工作量及管道长度而变化,但要保证整个排水系统的正常运行。
焊接编号由质量管理指定,并将其记录在焊接记录表中,还要在轴测图上标注,同时还得刻在管道上。焊接日志及管道相关资料包含的信息与样品日志记录的类型一样,所有的台式和现场焊接不论检验与否都要记录在焊接日志中,而只有经过检验的焊缝是记录在内窥镜日志中的。
焊接质量是不可以被检验纳入系统中的,它仅仅和焊接设备,焊接流程(SOPs),材料和表面抛光、气体质量、切削、清洗、装配及操作者工作许可差不多。质量管理第三方能确保焊接设备能正常运行,安装负责人能按照他自己的标准操作流程(SOPs)进行操作,还有一些质量标准如BPE-2002提高业主、安装承包商及检验负责人关于完成体系预期质量水平的认识,而采用自动焊接则极大地提高了重复焊缝的质量,形成清洁度更高的管道体系。这些都是生产优异生物制药产品所必不可少的。
13自动焊接
自动焊接被广泛地使用在设备滑道的制造上,如CIP滑道或有WFI生产蒸馏炉的滑道。滑道上的各种组件都是用相当大数目的不锈钢管道连接的,这些滑道由供应商经自动焊接装配,然后进入制药厂进行安装。当在现场安装滑道时,所有这些焊接和现场焊接都要符合同样的质量管理要求。滑道制造过程中的焊接还要经供应商检验。
14CAD轴测图
在工作的最后,要将所有的轴测图输入电脑。自动焊接被广泛地使用在设备滑道的制造上,利用“plantNorth”,将所有分开的轴测图,编制结合成单独的文档中,并将该文档存储在CD中永久保存。
15压力测试
管道系统安装后,在钝化处理之前还要进行压力测试。这个压力测试主要是由检验负责人监查,主要包括向管道系统充入洁净氮气或氩气,使内压达到设计压力的1.5倍,甚至更高,然后监测四个小时内的压降情况,若无压力下降,则系统是合格的,当然这还得要借助通过认证的有刻度表的计量器才能完成。
另外一种更为安全的方法是使用软水作为测试介质,向管道内部充入软水,配合使用排气阀门、进水阀门、经校验的压力表。这种方法相对比较安全,不会造成人员晕倒,最坏的情况是有泄露。
16酸洗钝化处理
不锈钢生产流程中的热处理会使金属表面形成氧化铬膜而降低铁中的铬含量。在焊接过程中,钝化层瓦解,使焊缝和热影响区处的元素重新分布,不再生成钝化膜,这时焊缝表面的铁含量升高,而铬含量急剧降低。在系统运行之前,如果不进行化学钝化处理,系统特别是焊接点会因抗腐蚀性降低而产生铁锈。酸洗钝化的目的就是去除不锈钢表面上的游离态铁和其他阳极污染物,获得同一种钝化膜。
焊接时,要避免或去除不锈钢表面生成的回火铬氧化物和铁氧化物。即使是轻微的回火,钝化处理也不能彻底将其去除,因为钝化的影响深度只有50Å,而回火深度可达400Å甚至更高。尽管钝化会使焊缝的回火点蚀电位升高,说明钝化处理可以恢复焊接过程中下降的耐蚀性,但当在回火钝化膜处出现腐蚀时,一般会优先发生在热影响区。
通过机械研磨、硝酸和氢氟酸溶液或胶粘物的酸洗可以去除焊缝及热影响区的回火氧化物。这项处理还可以用作去除回火下面区域的金属,但可能会造成铬含量下降,在有效回复耐蚀性的同时,也会使不锈钢表面变得粗糙,因此处理后的表面还要进行抛光和钝化处理。手提式电解涂油装置可以去除回火氧化物,同时避免表面变粗糙,但也会去除金属而改变尺寸公差。
在管道安装过程中,保留管道系统耐蚀性有效、切实可行的方法就是要在自动焊接时充高纯氩气,这样可以阻止可见回火变色的形成,避免碳钢工具或任何其他类型的铁污染物污染系统,最后再经化学钝化处理完成流程。
钝化预处理是促成系统联机的一个关键步骤,这对阻止不锈钢系统在高温操作或刺激性氯化物环境下及使用超纯水时的腐蚀极为重要。在AZ工厂,习惯用氢氧化钠清洗溶液去除施工残骸、有机膜和表面包覆物等,还有铝、硫化物及其他污染物。在系统自动焊接安装时,常用柠檬酸、还原剂和EDTA组成的钝化剂作钝化处理,除了和硝酸或其他无机酸一样能去除游离态铁之外,还能溶解表面污染物及大部分能引起点蚀的夹杂物。钝化剂的作用是阻止铁在表面吸附,使游离铁更容易从系统被冲走。而使用柠檬酸钝化剂,不但可以使表面达到最优的Cr/Fe比,而且相比较硝酸等其他无机酸,更安全、无污染。不过,酸洗钝化处理还是无法克服在自动焊接中不恰当的充气所造成的破坏。
Copyright 2022 深圳市盖斯帕克气体应用技术有限公司


